CST Wastewater Solutions has partnered with Global Water Engineering (GWE) to supply the RAPTOR system, which stands for Rapid Treatment of Organic Residues. It’s a powerful liquid-state anaerobic digestion process that can convert almost any organic residue or energy crop into biogas, valuable electricity or heat.
“A RAPTOR plant is a total solution, starting with logistics for handling the energy crop and ending with the production of biogas, green electricity or steam,” said Michael Bambridge, Managing Director of CST Wastewater Solutions.
“A wide range of organic residue types can be processed, resulting in an efficient and rapid conversion or the material to agricultural fertiliser and biogas.”
The plant can handle food waste, agro-industry residues, industrial residues and energy crops.
• Enzymatic pre-treatment: A high temperature enzyme reactor is used for pre-treatment of certain cellulosic substrates, to solubilise the organic matter prior to fermentation, enhancing the fermentation speed.
• Chemical pre-treatment: Mild caustic treatment, at an elevated temperature, is used for partial hydrolysis of hard-to-digest polysaccharides and proteins, increasing biogas yields.
• Thermal pre-treatment: Slurry is heated for hygienisation of animal products, protein denaturation and cell autolysis. This is used in combination with enzymatic, chemical or mechanical pre-treatment.
• Biological pre-treatment: GWE’s proprietary Thermophilic Acidification Reactor (TAR) enhances the digestibility of many organic substrates through partial solubilisation of solids, low pH induced protein denaturation and polysaccharide hydrolysis.
• Mechanical pre-treatment: GWE’s Powerpulper turns coarse slurry into a fine mash. Powerpulper consists of a compact tank with a powerful cutter pump mixing system.
Rapid anaerobic digestion
In the RAPTOR process, the pre-treated and blended substrate slurry is transferred into a mixed digester that uses energy efficient and low maintenance mechanical mixing. The digester tank comes in sizes up to 12,000 m3. Optional extras include a foam breaker fan, a scum buster system and a bottom grit trap.
The digester tank is fully insulated, heated by recycling the digester content through a special heat exchanger.
Loading rates of up to 10-15 kg COD/m3 per day, and biogas production rates of up to 6.3 Nm3 per digester per day, can be obtained in RAPTOR plants, depending on the nature of the substrate.
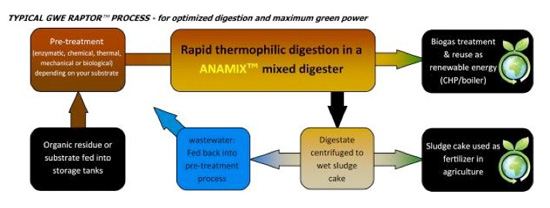
The digestate from the digester is usually treated in a centrifuge for removal and disposal of non-digestible solids in the form of wet sludge cake, ideal for use as an agricultural fertiliser. Sludge cake drying and pelletising systems are available.
The liquid concentrate from the digester is added to the fresh solid waste in the slurry-making stage, or recycled to a TAR treatment, or ultimately disposed of in a conventional wastewater treatment plant.
Biogas use
Biogas generated in the RAPTOR process is desulphurised and partially dried, using GWE’s Sulphurix and Gasodrix systems, and consequently used for green power generation.
Alternatively, it can be used in a steam boiler for steam production, in which case desulphurisation and drying are typically not needed.